
Closed Door Cabin Blaster Layouts.
- Silvio Ruiu

- Feb 15
- 5 min read
All these equipment work in batches, parts are placed inside, processed and then removed - similar to a "washing machine" concept. There is always one door or more to enclose the blasting room. Here is the overview how it works.
Cycle timing is one of the crucial settings.
Summary of Cabins type layouts:
Tableblaster - mono wheel ⬇️ here below.

⬆️Table blaster – one blastwheel.
Where a rotating base, with parts on its top, is placed under the media jet.⬇️

Tableblaster media launch pattern on the rotating table.
Pros: easy to use and compact, open cabin allows quick inspections, coverage extremely consistent when combined with planetaries in “2d”.
Cons: the bottom of parts lying on the table is not blasted, flipping is required when needed, it works great on a “flat” less on 3d volume, if parts have “3d” shape requires longer cycles. Load/unload not so easy to be automated. Parts may fall below the table.
Booster: two carts with sliding in/out frame allow to move parts around while blasting cycle is ongoing.
Common applications: tools cleaning, like glass molds, extrusion dies, tires molds and any other "shaping tool", specific roughness surface preparation, shotpeening.
Detailed equipment specs.

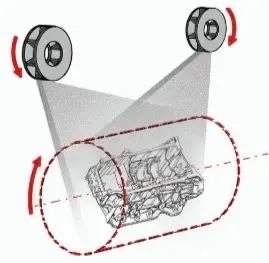
⬆️Table blaster – 2 (or more) wheels.
The height of equipment rises, wheels are still on the side - one blast from top one from bottom for perfect coverage.⬇️

Pros: parts are usually hung on a fixture, giving perfect 3D coverage, especially when combined with planetaries; easy cabin to inspect; can cut cycle time by 60–70% compared to a single wheel when flipping is needed — with almost the same footprint.
Cons: more expensive due to double controls and higher capacity accessories for the double quantity media to handle.
Booster: two carts with sliding in/out frame allow to move parts around while blasting cycle is ongoing.
Common applications: vertical extrusion dies cleaning, descaling after heat treat, nitriding cleaning, pretreatment before electrochemical finishings like nickel plating, deburring, investment casting, specific roughness surface preparation, shotpeening.

⬆️Tumbleblaster – Rubber belt.
A rotating belt mixes continuously the parts providing the tumble effect:

While the media jet is coming from the top of the cabin, parts also protect the belt itself from the media flow abrasive action. It works on the ratio between volume/weight of the parts tumbled and blasted. Cabin sizes vary significantly, and so do the number of wheels and the load/unload automation level. Below, the media pattern of this cabin — same logic applies regardless of size. ⬇️

Pros: if the combo effect of tumbling and blasting is accepted by the parts, production can be incredibly high, automation on load/unload can create a perfect workstation that almost doesn't require any human intervention. Cabin inspection easy on manual loaded machines.
Cons: Less versatile than a table blaster. The belt must be customized according to parts and media used; replacing it can be time- and effort-consuming.
Booster: automation can easily turn a tumbleblaster in a self sufficient workstation capable of very high mass production rate.
Common applications: 3d printing, descaling, shotpeening, deburring, investment castings.
Tumbleblaster - steel belt.
Everything mentioned for the rubber belt applies here too. The difference is the belt itself, made of steel slats (or strips), used for heavy-duty applications. Specs are here. These machines are heavily customized, so a generic description would add little valu.

⬆️Monorail - Hanger Cabinet.
All machines with a rail on top to guide parts in and out. Automation level can be set in stages, and load/unload can be automated with robots or similar devices; they can also be installed in a pass-through line advancing by steps rather than continuously.
Media pattern is here below and number of wheels goes with the height of the cabin itself. ⬇️

Pros: very good coverage because the hanger both rotates and oscillates; cabin easy to inspect; easy automation for load/unload; some rail layouts allow connections to upstream (e.g. heat treat) or downstream operations.
Cons: to be fully optimized requires a load/unload system, the manual work may be massive.
Booster: use the same batch for the entire production and hang an entire fixture; cranes can be installed to optimize the lifting of voluminous or heavy loads.
Common applications: descaling after heat treat, nitriding cleaning, pretreatment before electrochemical finishings like nickel plating, deburring, investment casting, specific roughness surface preparation, shotpeening.

⬆️Monorail - Tableblaster combined.
Practical combination to handle hanged parts and occasioanally the big heavy parts on the high capacity main table. Media pattern like the cabin above.
Pros: practicality, can be loaded both ways and handle plenty of tasks. Easy to check cabinet wear.
Cons: versatility has a CAPEX cost due to the more complex build, and more wear parts during operation. Parts lying on the main table may need to be flipped if the bottom side also requires blasting.
Boosters: carts to load the table, crane for the hooks.
Common applications: descaling after heat treat, nitriding cleaning, pretreatment before electrochemical finishings like nickel plating, deburring, investment casting, specific roughness surface preparation, shotpeening, general castings.

⬆️CM S60H Automated Arm Blaster - Patented.
A central arm moves in and out, fed by a robot or a rolling table — very high productivity for deburring after low-pressure castings and similar applications. Here below is the media pattern.⬇️
Pros: high automation and high productivity, run about 1 part per minute with low pressure aluminum casting. Extremely easy maintenance.
Cons: the arm must be designed according with the parts to process, in case of "big" format change needs to be redesigned and changed.
Booster: modern protocol allows to control the full machine remotely, allowing to integrate it in a workstation fully automatic.
Common applications: low-pressure aluminum casting for automotive and other industries.
General blaster components summary:
Wheel blaster, how is made. general overview
Closed blaster cabinets. layouts of most common equipment running on cycle time - this post.
Open blaster cabinets. layouts of most common equipment running on cycle time.
Wheel Blaster Elevator. how it works and how to fix common issues.
Media Washer. How it works and how to set it up.
Blaster Filter house. How it works and common issues.
Blaster Control panel. How to keep it efficient and long lasting.
Blaster accessories and ancillaries. How simple items can improve quality.
Media, the fuel of the blaster. General overview and features of media types.

