
Wheel Blaster Dust Collector / Filter: How It Works & Standards.
- Silvio Ruiu

- Feb 18
- 12 min read
Updated: 6 days ago
Filter (or dust collector) is a critical part of the blaster, it provides the suction inside the blasting cabinet and the washer, also handles the dust, storing it SAFELY. For reference, you can read the general overview of how a wheel blaster is made and works here.
⚠️Disclaimer⚠️:
Residual blasting/peening dusts may be potentially flammable, explosive in confined space, carefully follow equipment manual, operations must be performed accordingly.
updated July 2026, it is a summary not an exhaustive part,
full standards list is at the end of the article.
⚙️ Filter issue right now — low suction, dust escaping? The Vortex App troubleshoots it on your own machine using its manual, specialist one tap away inside the app (VortExpert).
⬇️Get Vortex information⬇️

As already clearly stated above, safety is everything on this device, it is obvious for anyone attending the production floor, so is for the Managers in terms of legal responsibility which, as is easy to understand, turns into company/corporate liability.
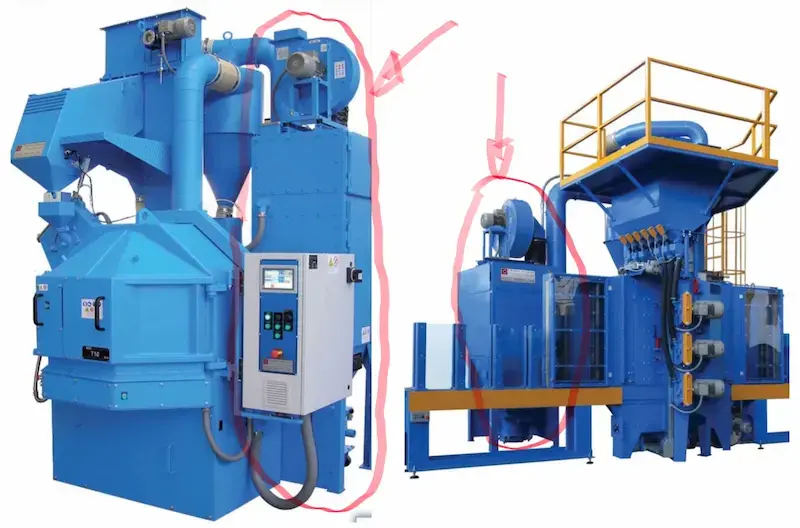
Blaster Filter external appearance.
In general it is a tall metal box with a fan on top placed on the side of the blasting room, or connected to it by a pipe of suitable diameter if placed somewhere else for safety reasons, like shown here below⬇️:
Looking from top to bottom it is possible to identify a few different areas:
Extraction Fan & Motor: Responsible for the airflow. It MUST be certified/labeled for hazardous explosive environments (ATEX/UL-FM).
Clean Air Chamber: Where the pulse-jet air tanks are located. This area must remain "dust-free"; if not, check here.
Filtering Chamber: High-risk area containing the cartridges. Cartridges must be antistatic/conductive and properly grounded.
Explosion Vent (Anti-explosion panel): A safety membrane designed to rupture if pressure rises too fast (typically set at 0.1 bar / 1.45 psi). It features a chimney to divert gases upward, protecting personnel.
Dust Collection Hopper/Bin: Where dust is stored. Think of this as a "fuel tank" open to the environment: the less dust inside, the safer the plant. ALWAYS ensure the bin is grounded after emptying.
Very old filters may still use sleeves instead of cartridges, if you have one of those reach out here to get support or to evaluate a retrofit. Summarizing it is normal to refer to the wheel blaster as equipment, because it is literally made of two machines, the blaster (with the items that make it work) and the filter house, which is another machine. If you drive a car relatively brand new, with engine issues due to whatsoever reasons, you may think to buy and replace the whole engine to get back close to the initial efficiency; in the end you will drive the same car with major issues fixed. I'm not saying replacing the dust collector is a "standard" intervention; rather, it is a way to optimize safety, increase efficiency and solve the liabilities issues; upgrading part of the equipment where it counts is the definition of "value for money".

Blaster filter how it works inside.
The fan on top provides the suction, air is drawn in through the pipe connecting the box to the blaster - usually through the cyclone; when it arrives in the box it is filtered by the cartridges and then it goes out through the fan. If cleanliness of the environment inside the building is critically important, an exhaust duct to the outside of the building is mandatory.
Dust falls into the bin located at the bottom from the cartridges, to keep them efficient a pulse jet air system is installed, quality of the compressed air is important, humidity free and oil free is a must. Fan speed is adjusted by a drive to compensate for the Delta P (pressure drop): it slows down when cartridges are clean and speeds up as they get dirty to maintain constant suction. If the Delta P stays high after cleaning, your cartridges are "blinded"—they are dead.
It is impossible to forecast in advance how long cartridges will last, if the environment inside the building is clean, their life can exceed 5 years and thousands of blasting hours, if it's dusty they can be critical in as little as 6 months and 500 hours.
Filter Norms and guidelines.
Leading norms are provided by EU and US, despite different names and categorization the approach is the same: classifying the zones of the equipment and surroundings areas by the hazardous factor connected with concentration of dust due to the machine itself and the environment. A spark source is not dangerous by itself, and neither is a bowl of petrol; as long as those two items are far enough apart not to influence each other. If they are close, the game changes and disaster may be just a step away.
Summarizing:
ATEX (EU) vs. NEC (USA) Comparison Table.
Concept | ATEX (Europe) | NEC (USA) |
Combustible Material | Gas (G) / Dust (D) | Class I (Gas) / Class II (Dust) |
High/Medium Risk | Zone 0 / 1 or 20 / 21 | Division 1 |
Low/Occasional Risk | Zone 2 or 22 | Division 2 |
Filter norms for references:
Industrial Safety Standards in EU & US.
Scope | EU Standard (ATEX) | USA Standard (NFPA/OSHA) | Application in Blasting/Peening |
Manufacturer Requirements | Directive 2014/34/EU | UL / FM / ISA Standards | Engineering of motors, turbines, and sensors to prevent ignition. |
User/Employer Obligations | Directive 1999/92/EC | OSHA General Duty Clause | Risk assessment, housekeeping, and operator safety protocols. |
Combustible Dust (General) | EN 60079-10-2 | NFPA 660 (formerly 652) | Fundamentals of identifying and managing dust explosion hazards (DHA). |
Combustible Metals (Al/Mg/Ti) | ATEX framework (no dedicated EN standard) | NFPA 660 Ch. 22 (formerly NFPA 484) | Specific requirements for handling explosive metal dusts (Aluminum, Titanium). |
Explosion Protection Systems | EN 14491/EN 14797 (EN 1127-1 for basic concepts) | NFPA 68 / NFPA 69 | Design of explosion vents (rupture disks) and isolation valves. |
Electrical Installations | EN 60079-14 | NEC (NFPA 70) / NFPA 79 | Wiring, grounding, and enclosure ratings (NEMA vs. IP). |
Critical Differences
The Nature of the Norm: * In the EU, ATEX is a law (Directive).
If you don't follow it, you are breaking a specific statute.
In the USA, NFPA standards are "consensus standards." However, OSHA makes them de facto mandatory by citing them under the "General Duty Clause."
The "DHA" (Dust Hazard Analysis): Under NFPA 660 (which replaced NFPA 652 in December 2024), US companies are strictly required to have a written DHA.
Companies in the US without a DHA are in a state of high liability.
Grounding & Bonding: * While both systems require it, NFPA 660 Ch. 22 is extremely prescriptive about the daily testing of grounding for metal dust containers.
This brief summary is NOT exhaustive, once again the saying "safety is everybody's job" holds true, for the workers to go back home safely when their shift is over; for Managers due to the high liability connected with it.
If you need to review your filter status it is possible to start here.
Standards in detail.
Directive 2014/34/EU — Equipment and protective systems for use in potentially explosive atmospheres ("ATEX 114", the product directive).
Applicable since 20 April 2016 (recast of the former 94/9/EC). Sets the essential health and safety requirements and conformity-assessment procedures a manufacturer must meet before placing explosion-proof equipment on the EU market — CE + Ex marking, equipment groups, categories, gas/dust groups, temperature classes. This is the directive that governs how a blaster filter unit for a dusty (potentially explosive) atmosphere must be built and certified. Directive 2014/34/EU
Directive 1999/92/EC — Minimum requirements for the safety of workers at risk from explosive atmospheres ("ATEX 153", the workplace directive).
Mandatory since June 2003. The employer's side: classify areas where explosive dust atmospheres may occur into zones (20/21/22 for dust), carry out the explosion risk assessment, and draw up the mandatory Explosion Protection Document (EPD). Complements 2014/34/EU — one governs the equipment, the other the workplace. Directive 1999/92/EC
EN IEC 60079-10-2 — Classification of areas — explosive dust atmospheres.
The standard used to classify dust hazardous areas into Zones 20, 21 and 22, based on how often and how long a combustible dust cloud is present. The technical basis for zoning a blasting/filter installation under ATEX. EN IEC 60079-10-2
ISO 16890 — Air filters for general ventilation.
The international standard for general-ventilation / pre-filters, classifying them by particulate matter efficiency: ISO Coarse, ISO ePM10, ISO ePM2.5, ISO ePM1. It replaced the older EN 779. Covers the coarse and fine pre-filter stages up to ISO ePM1 (>95%) — the stages before a HEPA final filter. ISO 16890
ISO 29463 — High-efficiency filters and filter media (EPA, HEPA, ULPA).
The international counterpart of EN 1822, derived from it and largely harmonized. 13 classes from ISO 15E to ISO 75U. Since 2019, EN 1822 references ISO 29463 for its test methods (Parts 2–5) while keeping its own classification (Part 1). The global reference for HEPA/ULPA where an ISO designation is required. ISO 29463
EN 1822 — High-efficiency air filters (EPA, HEPA, ULPA).
Current edition EN 1822:2019. The European standard defining the high-efficiency filter classes: E10–E12 (EPA), H13–H14 (HEPA), U15–U17 (ULPA) — efficiencies from 85% to 99.999995%. Classification is based on MPPS (Most Penetrating Particle Size). This is the standard behind a HEPA-class filter — the one that matters when a blasting installation recirculates air into the workplace. EN 1822
NFPA 660 — Standard for Combustible Dusts and Particulate Solids.
Effective 6 December 2024. The consolidated US combustible-dust standard: it merged six previously separate standards — NFPA 652 (fundamentals), 654 (general industry), 484 (combustible metals), 664 (wood), 655 (sulfur), 61 (agricultural/food) — into one document. It requires every facility handling combustible dust (metal dust from blasting included) to perform a Dust Hazard Analysis (DHA) and implement engineering controls. The US counterpart to the ATEX framework. NFPA 660
NFPA 68 — Standard on Explosion Protection by Deflagration Venting.
2023 edition. Requirements for designing explosion-venting systems that safely release deflagration pressure from equipment (a filter/dust collector included). Vent sizing relies on the dust's Kst and Pmax explosibility parameters. Notconsolidated into NFPA 660 — remains separate and applies in addition. NFPA 68
NFPA 69 — Standard on Explosion Prevention Systems.
2024 edition. Covers explosion prevention/suppression systems — inerting, suppression, isolation — as an alternative or complement to venting. Also remains separate from NFPA 660 and applies in addition. NFPA 69
ANSI/ASHRAE 52.2 — Method of Testing General Ventilation Air-Cleaning Devices for Removal Efficiency by Particle Size.
Current edition 52.2-2017. The US standard for general-ventilation / pre-filters, rating them on the MERV scale (Minimum Efficiency Reporting Value, 1–16) across particle sizes 0.3–10 µm. The US counterpart of ISO 16890 — it's the reference plant engineers use to pick dust-collector pre-filters. Note: ASHRAE has no HEPA test procedure (MERV 17–20 were dropped). ANSI/ASHRAE 52.2
IEST-RP-CC001 — HEPA and ULPA Filters.
The US recommended practice (Institute of Environmental Sciences and Technology) covering HEPA/ULPA high-efficiency filters — the American reference where Europe uses EN 1822 / ISO 29463. This is what applies when a US installation recirculates air and needs a certified high-efficiency final stage. IEST-RP-CC001
GOST 12.1.041-83 — Fire and explosion safety of combustible dusts. General requirements.
Part of the Soviet/Russian occupational-safety system (ССБТ). The core national standard on combustible-dust fire and explosion safety — general requirements for preventing dust-air explosive mixtures in equipment and workplaces. Still in force across Russia and the CIS. GOST 12.1.041-83
GOST R EN 1127-1 — Explosive atmospheres. Explosion prevention and protection. Part 1: Basic concepts and methodology.
Russian adoption of the European EN 1127-1. Covers the fundamentals of explosion prevention, including ignition sources — the text explicitly lists mechanical sparks from crushing/blasting operations and metal-dust/air mixtures as a hazard. The GOST equivalent of the EU approach. GOST R EN 1127-1
GOST IEC 60079-10-2 — Explosive atmospheres. Part 10-2: Classification of areas — explosive dust atmospheres.
Russian adoption of IEC 60079-10-2 — the direct counterpart of the EN IEC 60079-10-2 already listed above. Classifies dust hazardous areas into Zones 20, 21 and 22. This is the Russian reference for zoning a blasting/filter installation. GOST IEC 60079-10-2
GOST R 71176-2023 — High-efficiency air filters EPA, HEPA and ULPA. Part 1: Classification, performance testing, marking.
The current Russian standard for high-efficiency filters (EPA, HEPA, ULPA), used in ventilation, air conditioning and process systems. It replaced GOST R EN 1822-1-2010 and mirrors the EN 1822 classification (particle efficiency at MPPS, local and integral). The Russian counterpart of EN 1822 / ISO 29463 for a HEPA final stage. GOST R 71176-2023
Applicable standards — a reference map.
The standards that touch a blasting dust-extraction and filter installation fall into three areas: explosion safety, filter classification, and stack emissions. Below they're grouped by issuing body, not by topic — because what applies to you depends on where you install. This is an orientation map, not a design manual: exact limits, editions and sizing must always be verified against the current standard and the local authority.
European Union — ATEX & EN/ISO.The EU treats a dust plant under the twin ATEX directives: 2014/34/EU governs how the equipment (the filter unit, in a potentially explosive dust atmosphere) must be built and certified — CE + Ex marking; 1999/92/EC puts the duty on the employer to classify dust zones (20/21/22), run the risk assessment and hold an Explosion Protection Document. Area classification follows EN IEC 60079-10-2; explosion venting and prevention follow EN 14491 and EN 14797. On the filter itself, pre-filters are classified to ISO 16890 (ISO Coarse / ePM10 / ePM2.5 / ePM1), and the high-efficiency final stage — needed only when air is recirculated into the workplace, not for stack discharge — to EN 1822 (E10–U17, HEPA H13/H14) with test methods now referencing ISO 29463.
United States — NFPA & ASHRAE/IEST.The US framework is consensus-based (NFPA + OSHA) rather than law. NFPA 660 (effective December 2024) consolidated six earlier combustible-dust standards into one and mandates a Dust Hazard Analysis (DHA) for any facility handling combustible dust — metal blasting dust included. Explosion venting stays in NFPA 68 and prevention/suppression in NFPA 69, both separate from and additional to NFPA 660. On filters, pre-filters are rated on the MERV scale under ANSI/ASHRAE 52.2 (the US counterpart of ISO 16890), while HEPA/ULPA follow IEST-RP-CC001 (the US counterpart of EN 1822) — ASHRAE deliberately has no HEPA procedure.
Russia / CIS — GOST.Russia runs both its own standards and national adoptions of the European/IEC ones. Combustible-dust fire-and-explosion safety sits in the native GOST 12.1.041; explosion prevention and dust-zone classification are covered by the adopted GOST R EN 1127-1 and GOST IEC 60079-10-2 (Zones 20/21/22, identical to the EU logic). High-efficiency filters follow GOST R 71176-2023 (EPA/HEPA/ULPA, which replaced the earlier GOST R EN 1822-1 and mirrors EN 1822). For a blasting installation in the CIS, these are the reference framework.
China — GB.China's explosion-protection framework, the GB/T 3836 series, is a direct adoption of IEC 60079 (equipment, protection concepts, and area classification), complemented by the GB 12476 series specifically for combustible-dust environments — including GB 12476.3, the classification of areas where combustible dust may be present (the Chinese counterpart of the dust-zone logic). Dust-explosion pressure venting is addressed by GB 15605, and dust-collector safety by AQ 4273(the occupational-safety series, tightened after the 2014 Kunshan dust explosion). On filters, GB/T 6165 classifies air filters by efficiency (classes up to E11, approaching HEPA). In practice, Chinese standards increasingly mirror the IEC/ISO framework.
Japan — JIS.Japan issues test-method standards for dust explosibility — JIS Z 8817 (explosion pressure and rate of rise) and JIS Z 8818 (minimum explosive concentration) — with plant explosion protection carried mainly by its Occupational Safety and Health Regulations rather than a single consolidated standard. On filters, JIS B 9927 (EPA/HEPA/ULPA) is a direct adoption of ISO 29463, and JIS Z 8122 carries the classic HEPA definition (99.97% at 0.3 µm).
Stack emissions — deliberately not mapped.
Unlike explosion safety and filter classification, which rest on stable transnational standards, the emission limit a blasting plant must meet at the stack — dust concentration in mg/Nm³, permitting regime, monitoring — is set by national and regional law and varies enormously between jurisdictions, sometimes between regions of one country. There is no single global figure to cite. The EU's overarching frame is the Industrial Emissions Directive (2010/75/EU) and its BAT conclusions, but the binding numbers come from local implementation. Emission compliance must always be verified locally, with the competent authority, for the specific site. This map covers the equipment and safety standards; the emission limit that applies to you is, by design, a local question.
Troubleshooting common filter issues and DIY* checks.
Whistling from the fan, it may be related to a blade of the fan not properly fixed, vibration may be the cause; the fan house has an inspection window; open it and check that all the bolts/nuts are securely fastened.
Dust in the clean air chamber, may be related to a broken cartridge or its imperfect installation, verify the related gasket and, if necessary, repair/reinstall/replace accordingly.
Dust on the machine, look for the source, check all the gaskets and junctions, on the filter and on the cabin.
HMI reporting not enough suction, check the inspection doors, check instruments, check that the bin at the bottom is securely fitted. AND GROUNDED.
*DIY - it is related to skilled and experienced maintenance people, ask your maintenance team for help if you are not, or just don't feel comfortable about it.
If you are facing urgent or recurring issues on the filter, the simplest first step is to try the Vortex app — skilled AI troubleshooting that uses your machine's own manual to answer on the spot. If the app isn't enough, that's where I come in: in the app you can reach me by email or direct chat, and I'll take it from there. You can also check the equipment FAQ failures first.
General blaster components summary:
Wheel blaster, how it is made. general overview
Closed blaster cabinets. layouts of most common equipment running on cycle time.
Open blaster cabinets. layouts of most common pass-through equipment running continuously.
Wheel Blaster Elevator. how it works and how to fix common issues.
Media Washer. How it works and how to set it up.
Blaster Filter house. How it works and common issues - this post.
Blaster Control panel. How to keep it efficient and long lasting.
Blaster accessories and ancillaries. How simple items can improve quality.
Media, the fuel of the blaster. General overview and features of media types.

